


| 郜赛楠 QQ:2853369883 手机:18518172483 电话:010-64714988-174 传真:010-84786709-667 邮件:sales18@handelsen.cn |
 |
 |
DR. KAISER每一个砂轮必须精确设计成针对其应用,以便获得所需的磨削量,砂轮寿命,及工件的表面质量。砂轮的磨削效率是由磨料的种类和粒度大小决定的。无论所要求的是最高表面质量的超精加工或高磨削率的粗磨削,磨料的 粒度选择都是非常重要的。砂轮的粘合剂、气孔、粒度浓度及均匀统一的粒度和气孔分布都是决定砂轮磨削性能的主要影响因素。最终,所有特性的相互作用决定了一片砂轮针对某一应用的行为。
北京汉达森专业采购德国、意大利阀门、过滤设备、编码器、传感器、仪器仪表,欢迎垂询!
DR.KAISER介绍精密源于钻石从家族小公司成长为具有世界知名度的现代化公司
迈克尔 凯撒博士在30多年前创建了他的金刚石工具车间,一个从家开始运行的小公司。这个公司已经成长为一个具有世界知名度的现代公司,通过灵活强大的生产单位的创建,持续不断地拓展其产品线。公司的目标一直都是成为“关于磨削区”所涉及的所有客户问题的方案解决商。公司的成功源于通过与每一个客户沟通其应用后提供最精密的产品,以便生产最适合其使用的高性能产品给客户。
DR. KAISER公司创建于1977,它的第一个办公室是一间地下室,在那里生产了它的第一个产品,固定式金刚石修整器是在面积为7.55平方米的花园工棚中,在简单的小床子上完成的。1979年公司迁移到它的第一个生产车间,开始生产旋转金刚石碟片。1987年,产品线扩展引入了金刚石磨损防护件和用于陶瓷结合剂金刚石砂轮型面的点压修整工
多年来,为了满足客户的产品需要,集中制造能力,我们的产品部门也增加了。为了使旋转金刚石滚轮发挥其最高性能,使用速度传感器和声发射传感器技术的修整主轴部门也成立了。1989年,主要是针对齿轮磨砂轮的修整,精密电镀部门开始生产电镀修整滚轮。
用于制造特殊应用工具的产品部门,作为基于现有的 DR. KAISER 产品和制造技术的新产品部门建立了, 例如使用人工金刚石的固定式修整器和用于修整陶瓷结合剂CBN砂轮用的旋转修整滚轮。
为了建立一个客户导向的加工组织,在2004年,使用电镀CBN和金刚石砂轮的硬加工应用的部门建立了。
2007年,高精度反电镀成型滚轮部门作为独立的产品部门成立了,可以提供高精度和复杂几何形状的修整滚轮。
2009年,DR.KAISER 拥有了陶瓷CBN和金刚石砂轮生产和应用的加工和技术支持能力。
DR. KAISER 现在有能力提供给我们的客户一整套的用于高性能超硬砂轮和金刚石修整工具的系统解决方案。
DR. KAISER 通过其全球的拥有技术背景的授权经销商向其客户提供磨削和修整操作的产品和工艺方案。
DR. KAISER 现在有能力提供给我们的客户一整套的用于高性能超硬砂轮和金刚石修整工具的系统解决方案。
DR. KAISER 通过其全球的拥有技术背景的授权经销商向其客户提供磨削和修整操作的产品和工艺方案。
合格,进取,客户导向DR. KAISER 最大的资源和潜力是位于CELLE的现代化的工厂设备及280多人的高素质,忠于职守的员工队伍。还有在所有相关市场上,技术导向性的销售团队和世界各地的合作伙伴。
除了持续的进修之外,对每一个员工的承诺和激励是保证产品质量和成为合格的应用顾问的关键。DR. KAISER 的精密工具和服务是基于最高的质量标准。 1999年,我们引入了质量管理体系DIN EN ISO 9001,并作为模范性公司定期性认证。
在生产中,由于越来越多的高强度,难加工材料的应用,要求安全稳定的,能昼夜生产的设备。由 DR. KAISER 生产的高精度, 高要求和创新工具正成为未来发展的一部分。为了确保我们的客户在任何时候都能依赖于我们的高水平产品和服务,我们也在员工培训和产品研发上直接做了大量投资。
DR. KAISER 依照不同的应用开发生产。这样可以保证各方在值得信赖的和成功的合作中获益。
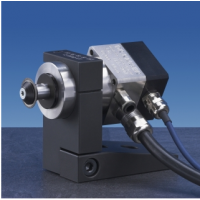
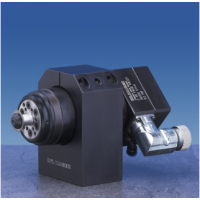
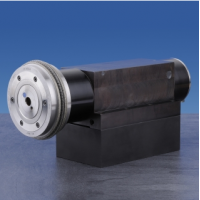
德国Dr.kaiser修整主轴C58-FASD-165-6-6-ZM4
加工可靠性是在汽车行业里取得成功的一个生死攸关的因素。在像曲轴,凸轮轴,阀,阀针或驱动组件的大批量生产中,功能强大的精密工具是不可替代的。在这里,他们必须始终满足最高质量的要求,持续工艺优化和有能力
满足新创新所带来的挑战。动态高效的流程节约资源,降低成本。创新可靠的精密工具及其不断优化,从而确保其技术进步。
修整盘
应用范围
针对普通和超硬砂轮的CNC修整
CNC修整技术可以用于所有的磨削领域, 尤其在少量,中等产量以及样件加工的应用。柔性化的CNC 控制能够很容易的改变生产的流程。从单片滚轮的价格来讲,CNC修整碟片要比成形滚轮便宜。可以修整各种不同形状种类的砂轮。
使用天然金刚石或CVD材料的CNC修整碟片用于普通砂轮的修整,可自锐性的旋转修整工具用于修整超硬砂轮。对滚轮和修整系统的优化使精密修整应用达到其最好的跳动偏差和最好的修整结果。
工艺最大限度优化
除了通常的参数如进给量,滚轮转向和速度比之外,修整工艺可以通过工具,金刚石的模式(粒度,排列,金刚石品级)以及轮廓的几何形状的制造过程得到非常显著的优化。高精密几何形状所需的高要求可以通过使用CVD金刚石达到。使用这种技术,精细型面的的圆弧半径最小可以达到 1/100 mm。
修整碟的可重修性
CVD金刚石允许多次重修CNC修整碟片。极大的降低修整工具的成本,并能够长时间的在生产上使用,重修后,甚至多次重修后的碟片的工艺参数几乎和新碟片的一样。
精度高
所有的DR. KAISER产品,在安装在客户磨床上时,都对其轴向和径向跳动有要求。在交付货物时,也随箱提供出厂检查文件和用于客户磨床上CNC数据的设置值,根据客户CNC的要求独立设计而成。
DR. KAISER常见型号:
DR. KAISER NC20-C-140-R0,125-W40-35-30
DR. KAISER NC63-C-110-F0,38-R0,3-W3-40-10-TK
DR. KAISER NC20-C-130,5-R0,25-W40-40-10-TK
DR. KAISER NC50-H-110-R0,5-W74-70-16-TK
DR. KAISER NC88-CG-160-10-2-R1,5-30-49-TK
DR. KAISER NC88-G-130-10-3-R2-22-40
DR. KAISER NC20-C-114-R0,5-W50-25,4-9,53-TK
DR. KAISER NC40-C-100-R0,165-W40-50-15-TK
DR. KAISER NC50-H-100-R0,65-W55-40-15-TK
DR. KAISER NC50-H-75-R1-W25-40-28
DR. KAISER NC10-G-160-4-3-R2-25-25-TK
DR. KAISER NC20-C-60-R0,25-W40-8-6
DR. KAISER NC88-CG-120-32-1,5-R1-W85-35-32-TK
DR. KAISER NC41-C-150-R0,2-W20-52-30-TK/1
DR. KAISER NC90-G-160-R2-25-25.4-TK
DR. KAISER NC59-G-101,6-R2,54-W8-50,8-46,71-TK
DR. KAISER修整主轴
DR. KAISER C72-FS-250-40-10-TK56
DR. KAISER C58-FASD-165-6-6-ZM4
DR. KAISER R290-GK-TK-50-10-1,5-8-13,5
DR. KAISER RI64-G3513-120-0,8-6-F2-40-12-TK
DR. KAISER RI10-G4215-S5-125-4-6-R2-40-12-TK
DR. KAISER RG320-GC-200 M1,5-3-EW21-TK-V
DR. KAISER 钻石凸轮
DR. KAISER RGF703-GC-123-M1,5-2,5-EW20-R600-0,8-W1
DR. KAISER RGM549-GC-M2,8-EW20-Profil/1
DR. KAISER PGM76-G-123-9,833-2,595-52-40
DR. KAISER RGM781 GC-130 M4,9167-EW20-R1600
产品特点:
共价连接碳是最硬的材料,硬度为HV9000。使用人工合成金刚石的新生产技术允许生产适合应用的优化后的磨粒粒度。用这种方式,块状或片式金刚石的改变可使砂轮适合加工过程。
在大约800°C时金刚石在空气中氧化成二氧化碳。这类温度对含铁的材料来说,在很多加工应用中会发生而导致金刚石的快速分解,这归于铁和碳之间的亲和力。对于碳化物、金属陶瓷、陶瓷、PCD/PCBN、热喷涂合金、兰宝石、玻璃、硅、铁素体、石墨或复合材料,金刚石都是一个正确的选择。
每一个砂轮必须精确设计成针对其应用,以便获得所需的磨削量,砂轮寿命,及工件的表面质量。砂轮的磨削效率是由磨料的种类和粒度大小决定的。无论所要求的是最高表面质量的超精加工或高磨削率的粗磨削,磨料的 粒度选择都是非常重要的。砂轮的粘合剂、气孔、粒度浓度及均匀统一的粒度和气孔分布都是决定砂轮磨削性能的主要影响因素。最终,所有特性的相互作用决定了一片砂轮针对某一应用的行为。
德国Dr.kaiser修整主轴C58-FASD-165-6-6-ZM4